





 Accueil
AccueilMachine de chamfreinage plate de tuyau dacier
Machine de chanfreinage de tuyau

Machine de chanfreinage plate de tube en acier
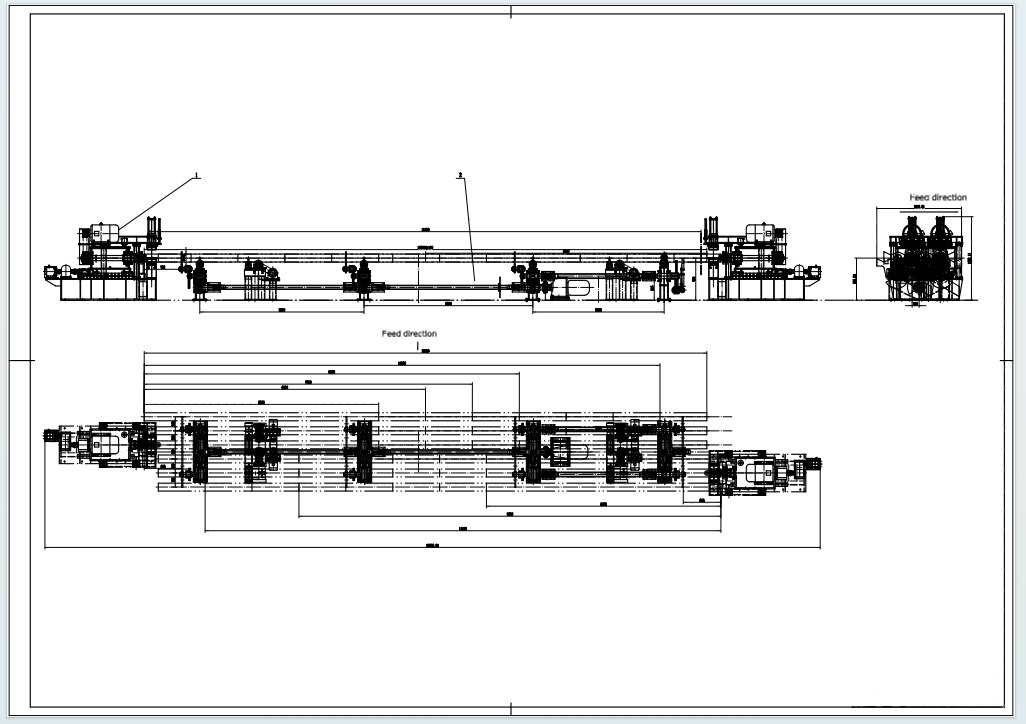
1. Composition de chanfreinage plate d'équipement de machine de tuyau:
1.1 Équipement de prise de tuyau en mouvement transversal, prenez 1 tuyau du lit de matériau à la fois, envoyez-le à la station push-up gauche et à la station de rainure gauche, effectuez le processus de poussée et de rainure et retirez-le après la fin de la rainure.1.2 hôte de rainure avec système de serrage
1.3 équipé de matrices de serrage de diverses spécifications et de plaques d'engrenage en charge.2. Paramètres de travail (personnalisés selon les besoins) Les paramètres suivants sont des exemples:
2,1 diamètre extérieur du tuyau d'acier de bord inversé par tête plate: 25mm ~ 159mm, épaisseur de paroi 2.5-25mm, maximum matériel X70, longueur de tube 5-12m.2.2 L'angle de chanfreinage extérieur de cannelure peut être dans la gamme 30-35 °.2.3 ligne de production vitesse: 5-20 PCs/heure.3. Configuration de puissance:
3.1 puissance du moteur:
3.1 puissance du moteur:
|
Nom |
Moteur de broche |
Moteur servo d'alimentation |
Moteur de poussée |
Moteur de réduction de progression et de traversée |
Contrôle électrique |
Puissance totale |
|
Puissance |
30KWX2 |
5.5KWX2 |
1.1KWx4 |
18.5KW |
2.5KW |
96.4KW |
3.2 rapport de vitesse du réducteur et cylindre de serrage:
|
Nom |
Dans le couteau |
Push flush x4 |
Cylindre de serrage X2 |
Rapport transversal de réduction de progression |
|
Puissance |
1:20 |
1:35 |
Φ 140X200 |
1:71 |
4. Séquence du temps de travail:
4.1 séquence de temps de travail: ajustez la hauteur de base de la fourche fixe à l'avance.Lit matériel -- étape et déplacer la fourchette pour soulever, prendre un tuyau d'acier et déplacer une station horizontalement -- déplacer la fourchette vers le bas -- pousser, station de serrage à tête plate -- pince, tête plate, retirer le couteau, Pince lâche-étape et déplacer la fourche pour soulever le tuyau en acier-traduire-déplacer la fourche vers le bas et revenir à la position d'origine, étape et déplacer la fourche horizontalement avec 5 tuyaux en acier.5.2 Temps de cycle unique: push-up à des travaux parallèles, ne prenant pas le temps seul, en hausse-décalage horizontal-serrage-fin plat achèvement-clip lâche-cycle de décalage horizontal. Calcul de l'efficacité: vitesse de tête plate est 6-18 pièces/heure.5. Marque des pièces achetées:
Moteur servo du moteur 5.5KW servo de 5,1 alimentation
5,2 catégorie du moteur 30KW 6 d'axe, moteur YE3 économiseur d'énergie efficace
5,3 Réducteur: utilisez le réducteur de Hengchen, COULENT le réducteur, réducteur de FLENDER, réducteur de Bang Feili
5.4 Convertisseur de fréquence: contrôle de la vitesse du moteur de broche, convertisseur de fréquence Weichuang
5.5 roulements: arbre, K2, FAG/INA, NSK
5,6 circuit hydraulique, marque de Yuci, Bosch Rexroth, Danfoss et industries lourdes de Kawasaki, maintenant avec la station hydraulique deux indépendante respectivement.5.7 système de contrôle, utilisant le PLC de Xinjie et l'écran tactile de Buke, contrôle de communication de câble de réseau.5,8 composants de contrôle électronique, marque de Schneider, ABB, Siemens
Produits connexes






